
וואָס איז מעטאַל די קאַסטינג?
די קאַסטינג רעפערס צו דער פּראָצעס פון פּראָדוצירן מעטאַל פּאַרץ געשאפן דורך אַ פורעם.דער פּראָצעס אַלאַוז פּראָדוקטן צו זיין געמאכט אויף אַ מאַסע פּראָדוקציע וואָג מיט הויך קוואַליטעט און ריפּיטאַביליטי.דער פּראָצעס הייבט דורך פאָרסינג מאָולטאַן מעטאַל אונטער הויך דרוק אין אַ געשטאַלט געשטארבן.די שטאַרבן קענען אַנטהאַלטן איין אָדער פילע קאַוויטיז (קאַוויטיז זענען די מאָולדז וואָס מאַכן די טייל פאָרעם).אַמאָל די מעטאַל סאַלידאַפייד (אַזוי גיך ווי 20 סעקונדעס) דעמאָלט די שטאַרבן געעפנט און די שאָס (טויערן, ראַנערז און טיילן אַלע פארבונדן) זענען אַוועקגענומען און דער פּראָצעס הייבט ווידער.נאָך די שטאַרבן קאַסטינג אָפּעראַציע, די שאָס איז יוזשאַוואַלי פּראַסעסט ווייַטער אויף אַ טרים שטאַרבן ווו די טויערן, ראַנערז און בליץ זענען אַוועקגענומען.דערנאָך דער טייל קענען זיין פּראַסעסט ווייַטער דורך וויבראַטאָרי דעבורינג, שאָס בלאַסטינג, מאַשינינג, געמעל, עטק.
אַדוואַנטאַגעס פון די קאַסטינג
אַלומינום שטאַרבן קאַסטינג איז די מערסט פּראָסט פּראָצעס צו פּראָדוצירן אַלומינום קאַסטינג טיילן געניצט אין פאַרשידן ינדאַסטריז.ווי אַלומינום האט אַ ויסגעצייכנט מאַטעריאַל פלאָואַביליטי, העכסט קעראָוסיוו קעגנשטעל און הויך דימענשאַנאַל פעסטקייַט מיט קאָמפּלעקס טיילן שייפּט.
אַלומינום שטאַרבן קאַסטינג טייל איז הויך מעטשאַניקאַל שטאַרקייַט, גרינג צו וואַרפן, און האט אַ נידעריקער פּרייַז קאַמפּערד מיט צינק אָדער מאַגניזיאַם שטאַרבן קאַסטינג טיילן.
אַלומינום שטאַרבן קאַסטינג טיילן האָבן גרויס גשמיות פּראָפּערטיעס וואָס וויטסטאַנד אַ הויך טעמפּעראַטור, וואָס מאכט אַלומינום קאַסטינג קענען זיין געוויינט אין אָטאַמאָוטיוו, אַעראָפּלאַן, מעדיציניש און אנדערע ינדאַסטריאַל פּראָדוקטן.
פינף סטעפּס
שריט 1. מאַטעריאַל מעלטינג
זינט אַלומינום האט אַ זייער הויך מעלטינג פונט (660.37 °C) וואָס קענען ניט זיין צעלאָזן אין אַ שטאַרבן קאַסטינג מאַשין גלייַך.דאָס איז וואָס מיר דאַרפֿן צו פאַר-צעלאָזן עס מיט אַ אויוון וואָס איז אַטאַטשט צואַ שטאַרבן קאַסטינג מאַשין.
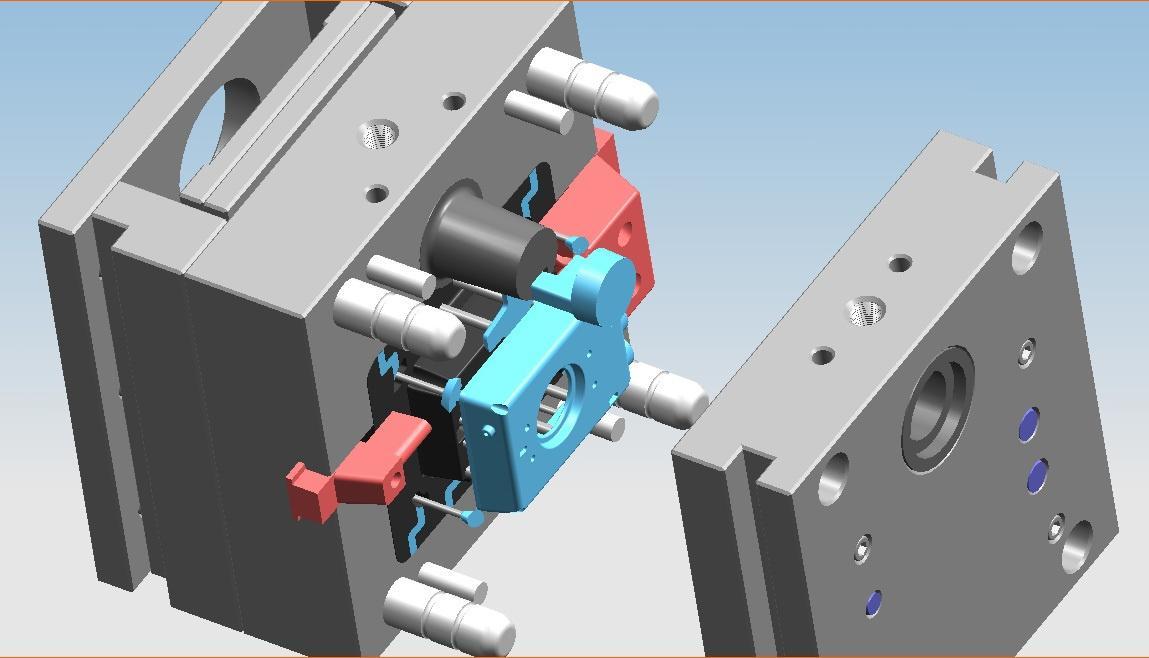
שריט 2. פורעם טול מאַונטינג און קלאַמפּינג
עס איז כּמעט ענלעך צו ינדזשעקשאַן מאָלדינג, די שטאַרבן קאַסטינג פּראָצעס אויך דאַרף אַ פורעם געצייַג פֿאַר די קאַסטינג פּראָצעס.דעריבער, מיר דאַרפֿן צו אָנקלאַפּן די שטאַרבן קאַסטינג פורעם געצייַג אויף אַ קאַלט שטאַרבן קאַסטינגמאַשין.

שריט 3. ינדזשעקשאַן אָדער פילונג
די מאָולטאַן מאַטעריאַל איז טראַנספערד פון די אויוון צו די קאַסטינג מאַשין דורך אַ באַוועגלעך לאָך.אין דעם בינע, די מאַטעריאַל וועט זיין אויסגעגאסן און געצווונגען אין די שטאַרבן קאַסטינג פורעם קאַוואַטי ווודער מאַטעריאַל קאָאָלס און סאַלידאַפייז צו קריגן געוואלט צו שטאַרבן קאַסטינג פּראָדוקטן.
שריט 4. קיל און סאָלידיפיקאַטיאָן
נאָך די די קאַסטינג פורעם געצייַג איז גאָר אָנגעפילט מיט מאָולטאַן מאַטעריאַל, עס נעמט 10 ~ 50 סעקונדעס צו קילן און פאַרגליווערט (עס דעפּענדס אויף טייל סטרוקטור און גרייס).
שריט 5. טייל עדזשעקשאַן
ווען די פורעם אָפּענס, די קאַסטינג פּאַרץ וואָלט זיין עדזשעקטעד אַוועק דורך אַרויסוואַרף פּינס פון די קאַסטינג פורעם געצייַג.דערנאָך די רוי קאַסטערד טיילן זענען גרייט.
די קאַסטינג פּאַרץ וויטרינע

גיך פּראָוטאַטייפּ מכשירים

מאַסע פּראָדוקציע די קאַסטינג פּאַרץ

מנהג די קאַסטינג טייל

די קאַסטינג טייל אָן פינישינג באַהאַנדלונג

פּראָוטאַטייפּ מכשירים







